

焊接机器人焊接质量的因素
目前大多数工程机械结构件生产厂家或多或少都引进了弧焊机器人,但是使用的情况却大不相同。有的使用较好,有的则不尽如人意,因此了解焊接机器人焊接质量的因素对我们客户来说至关重要。
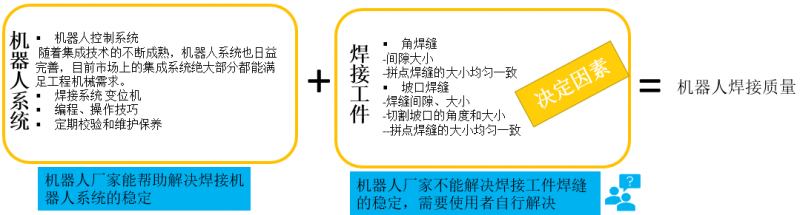
机器人焊接获得好的焊接质量取决于两个方面的稳定,一是机器人系统,二是焊接工件。只有这两方面都稳定了,才能获得高质量的机器人焊机焊缝。
目前常见的焊接机器人品牌包括ABB、安川、发那科、KUKA、OTC、松下等,虽然略有差别,但是足够满足产品焊接需求,只要严格按照机器人生产厂家的要求进行定期校验和维护保养,就能确保机器人的稳定。机器人获得稳定输出能够通过机器人生产厂家获得支持。这方面目前都没有什么问题。
而焊接工件的稳定,则需要机器人使用者解决,目前控制情况差别较大。虽然焊接机器人都具有寻位和电弧跟踪功能,有些还配备激光寻位功能,但这只能对轻微偏差焊缝位置有一定的纠错能力,偏差程度较大的焊缝也无能为力。因此,弧焊机器人获得高质量焊缝的关键是焊接工件的质量,这也是能否使用好焊接机器人的决定性因素。
焊接机器人焊接质量的控制
一、角焊缝—影响机器人焊接质量的因素及解决办法
1.间隙大小
根据经验,机器人焊接中厚板要求角焊缝间隙小于等于2毫米。根据图纸,允许的间隙会大于2毫米,因为设计者不知道我们是手工焊接还是机器人焊接。为满足机器人焊接要求,我们需要加严图纸要求,甚至超图纸要求。
影响角焊缝间隙大小的因素及控制措施:
1) 下料件的尺寸精度。要求尺寸精度控制在+/-0.8毫米范围内。
一般中厚板下料30毫米厚度的钢板用等离子下料,30毫米厚度以上用火焰下料。等离子切割效率高,但是精度不高,出现切割面倾斜现象,在拐弯处尤其明显。随着激光切割的技术不断成熟,能稳定切割22毫米及以下厚的钢板。如果条件允许的情况下,推荐用激光切割替代等离子切割,这个能有效提高下料件的精度,确保角焊缝间隙符合要求。
2)零件在工装上的定位 – 定期校验工装并严格严格工艺执行。
目前,机器人焊接对于间隙大于2毫米的角焊缝的有些做法是通过手工焊接填充的方法消除焊接间隙,虽然一定程度上能暂时解决机器人焊接问题,但不推荐这样做,因为这样会有焊缝尺寸不足的风险。
2.拼点焊缝大小位置
拼点焊缝要求:
1)位置要固定;
2)焊脚大小3-5毫米,长度30-50毫米。

二、坡口焊缝—影响机器人焊接质量的因素及解决办法
1.间隙偏差大小
一般要求机器人焊接中厚板坡口焊缝间隙偏差值小于等于2毫米,影响因素和控制方法同角焊缝。
2.坡口角度和大小
坡口角度大小对焊缝的填充量影响很大:坡口尺寸的要求(坡口角度+/-0.5度,坡口尺寸+/-0.5毫米)
控制方法:
1)开破口时确保零件贴实平台面,侧向无变形;
2)火焰坡口改为机械坡口;
对于间隙偏差和坡口尺寸超出以上规定时,处理方法同角焊类似。
3.拼点焊缝大小位置
拼点焊缝要求:
1)位置要固定;
2)厚度大小3-5毫米,长度30-50毫米。
了解更多OTC机器人

文章来源网络,如有侵权请联系删除